شعلهگیر (Flame Arrestor)
07/07/2019
ایمپلرهای سرعت بالا(High Speed Impeller)
07/07/2019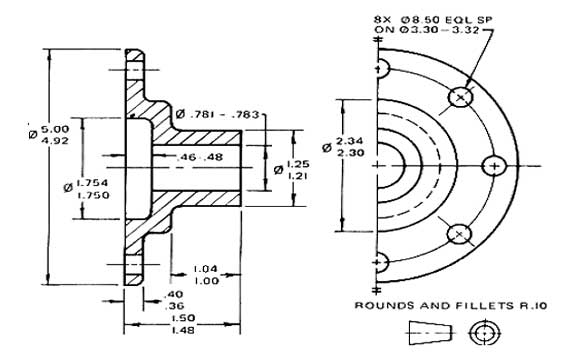
در تاریخ 6000 سالهی کار با قطعات فنی، کمی عجیب به نظر میرسد که عامل پایه و مهمی مانند تلرانسگذاری در دهههای اخیر مورد توجه قرار گرفته باشد. ظاهرا مهندسان و تولیدکنندگان به تدریج به این نکته پی بردهاند که ساخت قطعات با ابعاد و اشکال دقیق ناممکن است. زیرا انحراف از اندازههای دقیق همواره وجود داشته و فقط میتوان میزان انحراف را کاهش داد ولی هیچگاه نمیتوان آن را به صفر رساند. به همین دلیل، نگرش ساخت قطعات درگیر تغییریافته و به سمت تعریف محدودههای مجاز جهت درگیری قطعات و جفت شدن آنها با شرایط مناسب، سوق پیدا نمود.
تلرانس عبارت از تغییرات مجاز در شکل، اندازه و یا وضعیت ویژگیهای منفرد نسبت به آنچه در نقشه ترسیم شده میباشد. این مفاهیم توسط محدوده اندازه، اشکال و نمادهای هندسی، درون نقشه تعریف میگردند.
برای مثال بعد به این معنی است که در قطعه ساخته شده اندازهی مذکور بین اینچ قرار بگیرد و ناحیه تغییرات یا تلرانس مجاز برای این اندازه برابر با است، حداکثر و حداقل اندازه نیز محدودههای مجاز اندازه نامیده میشوند.
تلرانس گذاری
محصولات معمولا بر اساس الزامات عملکردی (قدرت، دوام، قابلیت اطمینان و غیره) طراحی میشوند. برای اطمینان از این عملکرد، مقادیر اسمی مشخص میشود. همانطور که تغییر در تولید اجتنابناپذیر است، محصولات نمیتوانند به طور دقیق ارزش اسمی طراحی شده را برآورده سازند. از آنجایی که محصولات معمولا از اجزای کوچکتر مونتاژ میشوند، تلرانسهای مونتاژ به اجزا کوچکتر اختصاص داده میشوند. به طور کلی، اجزای مجزایی که با توجه به تلرانسهای طراحی تنگتر ساخته میشوند، عملکرد بهتری در محصول مونتاژ شده خواهند داشت. با این وجود، اجزای با تلرانسهای تنگتر باید با دقت بالا ساخته شوند، که در این مورد هزینهها افزایش مییابد. بنابراین، باید میانگینی بین کیفیت و هزینه گرفته شود.
در یک قطعه لازم نیست همه ابعاد با یک دقت ساخته شوند و عموماً نمایههای کمی در یک قطعه هستند که دقت خاصی نیاز دارند. در این خصوص شکل (1) را ببینید.
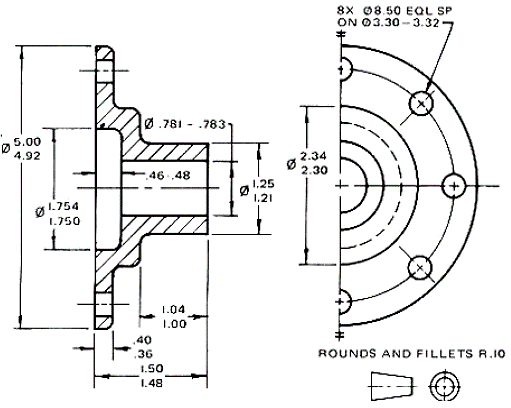
نقشه یک فلنچ که در آن همه ابعاد دقت یکسان ندارند
برای محاسبه محدوده اندازههای مختلف لازم است مفاهیم زیر به خوبی درک شوند.
- اندازه پایه:
- اندازه پایه به همراه تلرانس، نصف تلرانس کلی:
- محدودههای اندازه، بزرگترین و کوچکترین اندازههای مجاز: اینچ
- تلرانس تفاوت بین حداقل و حداکثر محدودهها
همهی ابعاد برای ساخت یک قطعه یا محصول تلرانس دارند مگر اندازه یا بعد مورد نظر مرجع یا پایه باشد و با تنها حداقل یا حداکثر آن مشخص شده باشد. شکل (2) بعضی از حالات تعریف تلرانس اندازه را نشان میدهد.
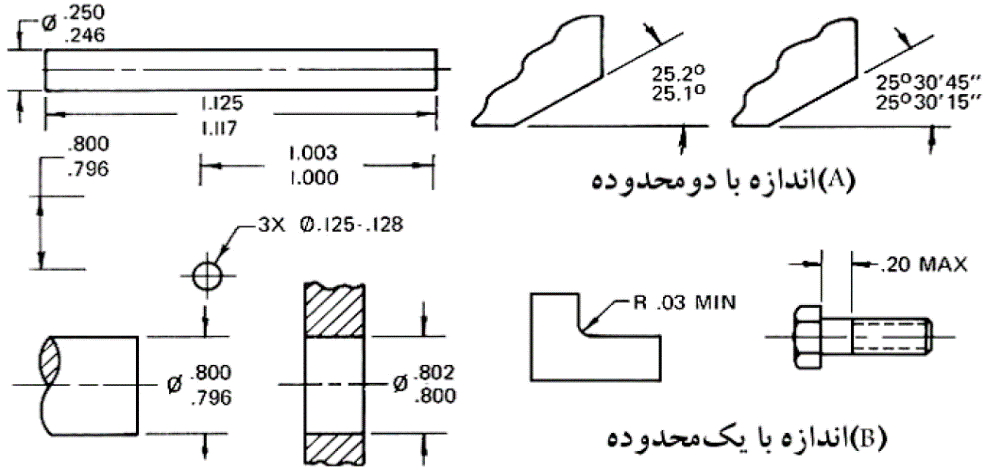
روشهای نشان دادن تلرانسها در یک نقشه
یادداشتهای مربوط به تلرانسهای عمومی
استفاده از یادداشت مربوط به تلرانسهای عمومی در یک نقشه، میتواند آن را خیلی خلاصه تر کند. دو نمونه از این یادداشتها در زیر میآیند:
مثال1:
EXEPT WHERE STATED OTHERWISED TOLERANCES ON FINISHED DECIMAL:
یعنی برای کلیه اندازهها تلرانسگذاری مورد نظر است به جز مواردی که خلاف آن ذکر شده باشد.
مثال2:
EXEPT WHERE STATED OTHERWISED TOLERANCES ON FINISHED DIMENSIONS TO BE AS FOLLOWS
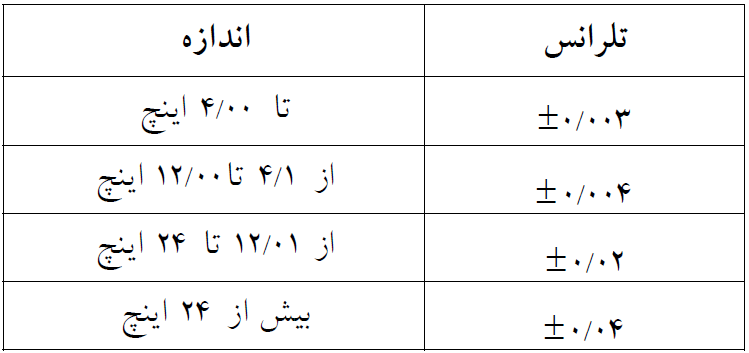
یعنی تلرانسها به صورت جدول (1) توزیع میشوند مگر در صورتی که خلاف آن ذکر شده باشد.
در شکل (3) نیز چند روش از روشهای تلرانس گذاری ابعادی مقایسه شدهاند.
توضیح تلرانسهای عمومی
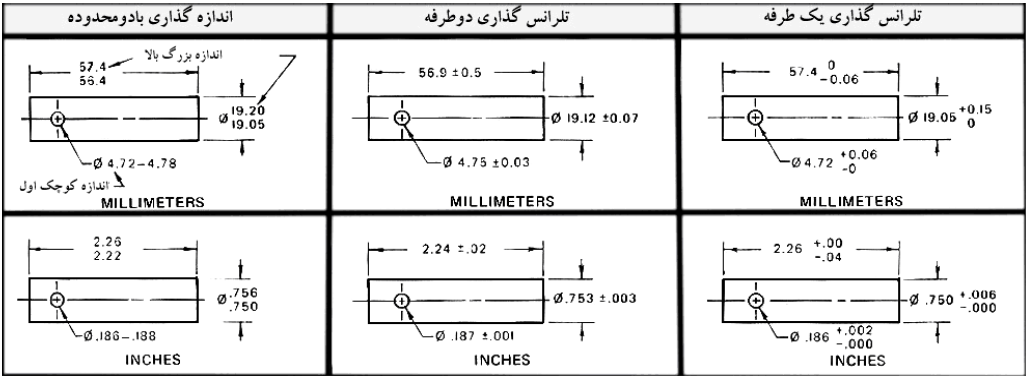
مقایسه روشهای تلرانس گذاری
انباشتگی تلرانسها
کاهی اوقات باید تاثیر هر تلرانسها نسبت به سایر تلرانسها در نظر گرفته شود. به این صورت که نباید به گونهای تلرانسها را اعمال کرد که بین سطوح با نقاط کاری حساس که ارتباط دوطرفه آنها از اهمیت زیادی برخوردار است، چند تلرانس جمع شوند. این حالت در صورتی اتفاق میافتد که موقعیت یک سطح در یک امتداد خاص به وسیلهی بیش از یک تلرانس کنترل شود. شکل (4) مقایسه سه روش اندازهگذاری و تاثیر آنها بر انباشتگی تلرانسها را نشان میدهد.
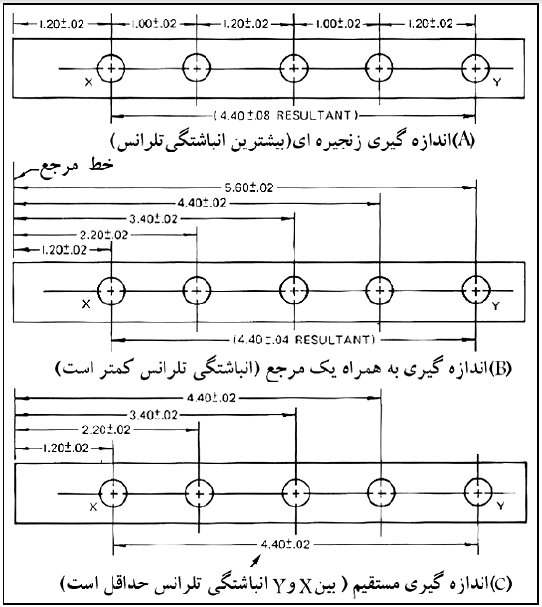
مقایسه روشهای اندازه گذاری و تاثیر آنها در انباشتگی تلرانس
روشهای تلرانسگذاری
برای اندازهگیری چند ویژگی نسبت به هم یا نسبت به یک ویژگی دیگر روشهایی وجود دارد که به طور اجمال به آنها اشاره میشود.
- روش اول: اندازهگذاری زنجیرهای
در این روش حداکثر انحراف موقعیت بین هر دو ویژگی برابر است با مجموع تلرانسهای فواصل میانی آنها. این روش بیشترین انباشتگی تلرانسها را نتیجه میدهد. مطابق شکل (4-A) انحراف موقعیت نسبی دو سوراخ Y و Xبرابر خواهد شد.
- روش دوم: اندازهگذاری با استفاده از یک مبنا
در این روش با توجه به اینکه همهی ابعاد نسبت به یک مبنا در نظر گرفته میشوند، حداکثر انحراف موقعیت بین دو ویژگی مورد نظر برابر با مجموع تلرانسهای مربوط به اندازههای متناظر با دو ویژگی موردنظر است. این روش، انباشتگی تلرانس را کاهش میدهد. مطابق شکل (4-B) انحراف موقعیت نسبی دو ویژگی X و Y برابر با است. پر واضح است که انحراف نسبی موقعیت دو ویژگی دو برابر تلرانس اندازههای مربوط به دو ویژگی است.
- روش سوم: اندازهگذاری مستقیم بین دو ویژگی
در این روش حداکثر انحراف در موقعیت نسبی دو ویژگی به وسیله تلرانسگذاری مستقیم بین دو ویژگی تعیین میشود. در شکل (4-C) نیز دیده میشود که فاصله بین ویژگیهای X و Y مستقیماً اندازهگذاری شده است که در دو شکل دیگر این گونه نیست. با این کار میتوان هر تلرانس دلخواه را روی فاصله، بین دو ویژگی X و Y اعمال نمود.
انطباقات
چگونگی تماس بین دو قطعه درگیر با توجه به مقدار لقی و یا تداخل بین آنها در هنگام مونتاژ انطباق نامیده میشود. سه نوع انطباق وجود دارد.
انطباق لق در صورتی به وجود میآید که محدودههای اندازهی قطعات درگیر به گونهای تعریف گردند که همواره بین آنها لقی وجود داشته باشد. در انطباق عبوری بسته به اندازهی قطعات درگیر میتواند بین آنها لقی یا تداخل به وجود بیاید در انطباق تداخلی نیز همواره قطعات درگیر با یکدیگر تداخل حاصل میکنند.
تعاریف
در مباحث تلرانسگذاری مفاهیم اساسی وجود دارد که اشراف بر آنها برای فهم بهتر موضوعات مربوط به این بخش کمک میکند.
- اندازهی اصلی یا مبنا: اندازهی اصلی برای یک بعد یعنی اندازهی تئوری آن بعد به گونهای که محدودههای مجاز آن با توجه به تلرانسهای دیگر تعیین شود. به عبارت دیگر اندازهی اصلی یعنی اندازهای که محدودههای مجاز یا تغییرات بر روی
آن اعمال میشوند. اندازهی اصلی برای هر دو قطعه درگیر برابر است.
- اندازهی مربوط به حداکثر ماده: اندازهای که بر طبق آن قطعه بیشترین مقدار ماده را داشته باشد، اندازه مربوط به حداکثر ماده نام دارد. این اندازه برای یک شافت یا ویژگی خارجی برابر با حداکثر اندازه و برای یک سوراخ یا ویژگی داخلی برابر با
حداقل اندازة آن است.
- تلرانس: اختلاف بین حداقل و حداکثر انحراف مجاز از یک اندازه را تلرانس نامند.
- میزان مجاز: میزان مجاز یعنی تفاوت بین ابعاد دو قطعهی درگیر به گونهای که دو قطعه یا دو ویژگی درگیر تحت شرایط حداکثر ماده باشند. این مفهوم در دو قطعه لق معادل با حداقل لقی یا میزان مجاز مثبت و در دو قطعه متداخل معادل با حداکثر تداخل یا میزان مجاز منفی میباشد.
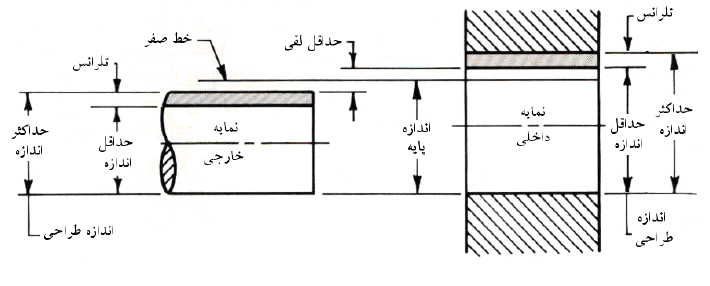
مفاهیم درگیری بین قطعات به صورت شماتیک
با توجه به شکل مفاهیم زیر تعریف میشوند:
انحراف: تفاضل جبری بین یک اندازه با اندازهی اصلی متناظر با آن؛
انحراف بالایی: تفاضل جبری بین حداکثر اندازه با اندازهی اصلی متناظر؛
انحراف پایینی: تفاضل جبری بین حداقل اندازه با اندازهی اصلی متناظر؛
تلرانس: تفاضل بین حداکثر و حداقل اندازه برای یک قطعه؛
ناحیه تلرانس: ناحیه تلرانس و موقعیت قرارگیری آن نسبت به اندازهی اصلی؛
انحراف اساسی: انحراف مربوط به نزدیکترین اندازه به اندازهی اصلی؛
انطباقات ترجیحی در سیستم متریک (ISO)
امروزه استفاده از سیستم متریک ISO در جهان گسترده شده و کمتر کشوری وجود دارد که در آن را در طراحیها به کار نبرد. عموماً واژههای « شافت » و « سوراخ » در سیستمهای متریک یا اینچی به دو سطح مجاور درگیر اطلاق میگردند.
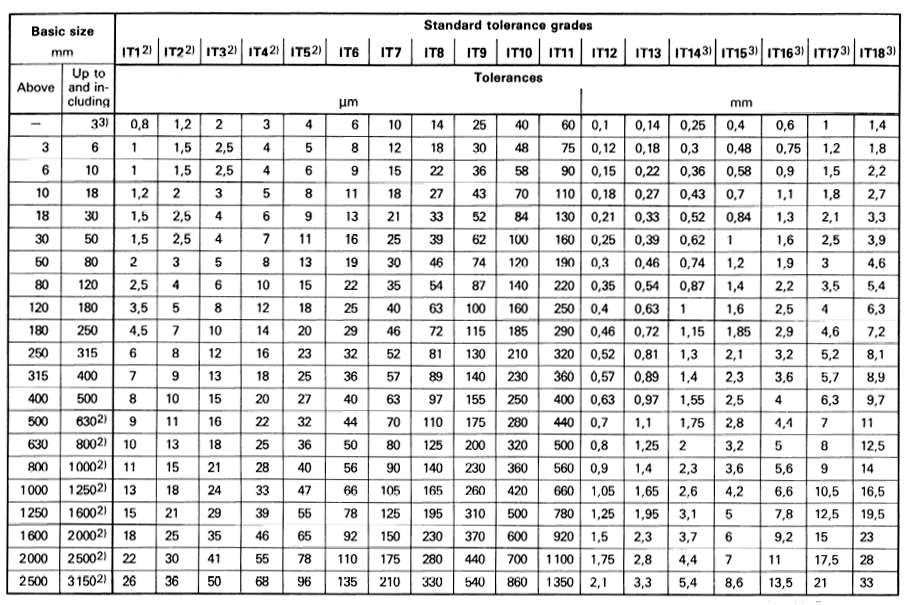
از دیگر واژگان مورد استفاده « شکاف » و « بلوک » و نیز « خار» و « جای خار » را میتوان نام برد. درجه بینالمللی تلرانس نیز معرف ناحیه تلرانس و یا مقدار انحراف مجاز برای ابعاد داخلی و خارجی است. برای درک بهتر، جدول (2) را ببینید.
در این جدول 18 درجه تلرانس دیده میشود که با پیشوند IT مانند IT6 و IT10 همراه هستند. هرچه درجه تلرانس کوچکتر باشد ناحیه تلرانس کمتر خواهد بود.
طبق آنچه در این جدول آمده درجات 1 تا 4 درجات بسیار دقیق هستند که برای ساخت سنجهها و قطعات دقیق مشابه به کار میروند. هر چند درجه 4 را نیز میتوان برای کارهای بسیار دقیق مانند ساعتسازی به کار برد.
درجات 5 تا 16 به ترتیب برای کارهای دقیق تا کارهای با لقی زیاد به کار برده میشوند.
مطابق شکل (6) درجه 4 دقیقترین درجه در کارهای عمومی است که میتوان به وسیله سنگزنی دقیق و لپینگ[1] به دست یافت.
درجات 12 تا 16 در عملیات شکلدهی مانند کوبش، نورد و… مورد استفاده هستند.
باید دقت کرد که شکل (6) برای فلزات کاربرد دارد و برای مواد دیگر از جمله پلاستیکها بایستی درجات بالاتری را برای یک روش تولید خاص در نظر گرفت. زیرا کار با پلاستیک خود به خود دقت را پایین میآورد.
اصطلاح انحراف اساسی معرف موقعیت ناحیه تلرانس نسبت به اندازهی پایه است. انحراف اساسی را با حروف انگلیسی نشان میدهند. مطابق قرارداد حروف بزرگ برای ابعاد داخلی (سوراخ و…) و حروف کوچک برای ابعاد خارجی (شافت) مورد استفاده قرار میگیرند.
درجات بینالمللی تلرانس
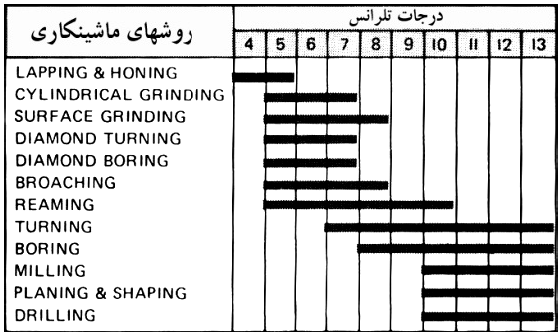
شکل (6) – درجات تلرانس برای فرآیندهای ماشینکاری مختلف
نماد تلرانس
در سیستم متریک میتوان از اندازههای اصلی و ویژگی تلرانس استفاده کرد. در این روش ویژگی تلرانس عبارت از حرف معرف انحراف اساسی و درجه تلرانس است. ویژگی تلرانس مقدار واقعی حدود بالایی و پایینی اندازه را نشان میدهد. شکل (7) به همراه شکلهای (8) و (9) و (10) این مطلب را به خوبی نشان میدهند.
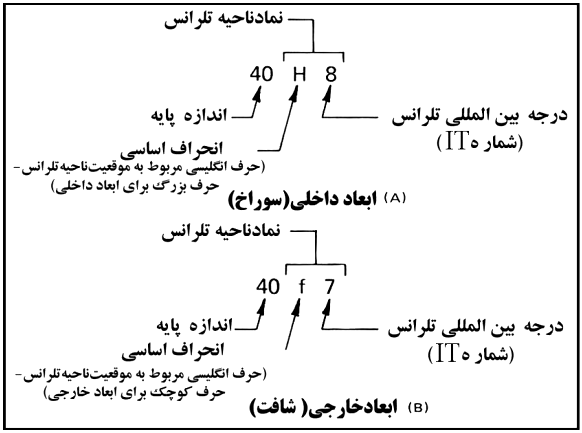
شکل (7) – ویژگی تلرانس در سیستم متریک
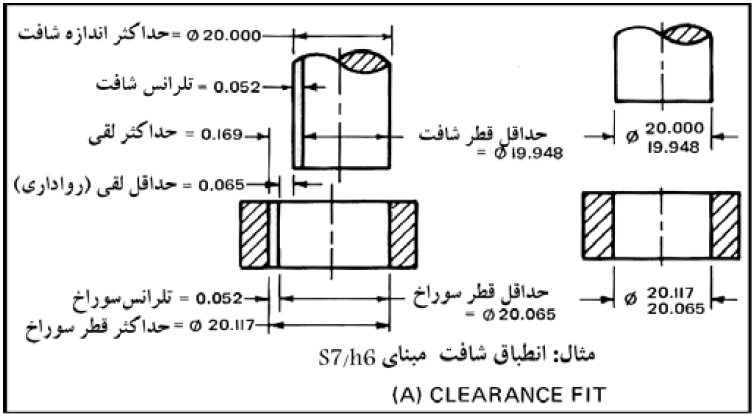
شکل (8) – انطباق لقی در سیستم متریک (شافت مبنا)
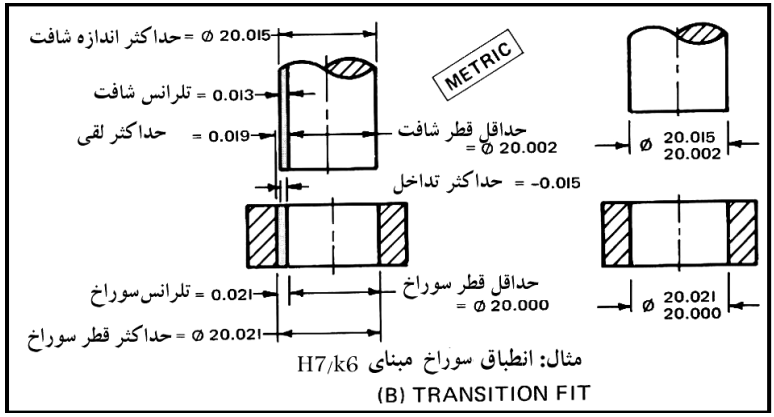
شکل (9) – انطباق عبوری در سیستم متریک (سوراخ مبنا)
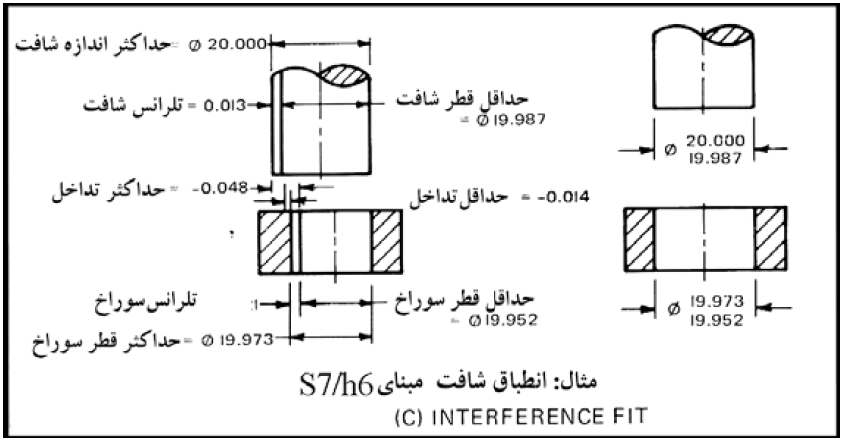
شکل (10) – انطباق تداخلی در سیستم متریک (شافت مبنا)
تلرانس هندسی در سیستم CAD
برای طراحی تلرانس هندسی در سیستم CAD، مدل مربوطه باید دو نیاز اساسی را تامین کند: سازگاری با عملیات هندسی ( استاندارد Y14.5M ) و قابل شمارش بودن در واقع به این معنی مدنظر است که باید ماشین قابل فهم باشد و اجازه محاسبات هندسی را بدهد.
کاربرد نقشه کلی در تلرانسگذاری
هدف نهایی کار این است که یک نمای کلی مفهومی از تمام قوانینی که در استانداردها بیان شده است، ایجاد گردد. از آنجایی که قوانین کاملا پیچیده هستند، نمایشگر گرافیکی به راحتی میتواند به طراح نشان دهد که چگونه از زبان GD&T ( بعدگذاری هندسی و تلرانس ) استفاده کند و به ویژه میتواند او را از اشتباه در نحوه استفاده از چنین زبان بازدارد. مشکل استفاده از GD&T این است که بسیاری از نمادهای موجود وجود دارد و هر نماد میتواند از طریق روشهای مختلف به یکدیگر متصل شود و مجموعهای از محدودیتها به هندسه مولفه و با بسیاری از اصلاح کنندههای احتمالی بستگی دارد. فرضیه پشت این کار این است که اگر طراح یک ابزار گرافیکی داشته باشد که میتواند به عنوان یک راهنما برای قرار دادن نمادهای مناسب و اصلاح کننده به شکل هندسی مناسب استفاده شود، مشاغل قرار دادن تحمل در نقاشی، ساده تر و کمتر مستعد اشتباه هستند.
نتیجه گیری
در این تحقیق سعی بر این شده است که موضوع مهم و کابردی تلرانس گذاری در ساخت قطعات مورد بررسی قرار گیرد، به این صورت که در ابتدا تعریفی از تلرانس و الزام وجود تلرانس بیان شد و بعد از آن مفاهیمی از قبیل نماد و روشهای تلرانسگذاری مطرح گردید.
مراجع
[1] Viganò.A, Crescenzo.A.D, Pozzi.C, Milano.P.D, “GEOMETRIC TOLERANCING EXPLAINED BY THE MEANS OF CONCEPT MAPS”, Proc. of the Second Int. Conference on Concept Mapping San José, Costa Rica, 2006
[2] SHAH.J, YAN.Y, ZHANG.B.C, “Dimension and tolerance modeling and transformations in feature based design and manufacturing”, Journal of Intelligent Manufacturing 9, 475-488, 1998
[3] Jensen, Cecil Howard, Helsel, Jay D. Short, Dennis R. “Engineering drawing & design” , Boston , McGraw-Hill Higher Education,. 2008.1v,Edition ,7th ed
گردآورنده: حامد عباسی – دانشجوی کارشناسی ارشد مهندسی مکانیک دانشگاه صنعتی اصفهان